In our last post, we saw how black powder that had absorbed some moisture in the field, could be reworked to become useful again. However, this reworking process only worked if the black powder had absorbed a smaller amount of moisture from the air (< 7% by weight). Unfortunately there were situations where the powder could absorb a lot more than this. In today's post, we will discuss what they did with the powder in the 19th century when this happened.
Remember that black powder was not always stored indoors in a warehouse under dry conditions. It may have been transported in the cargo compartment of a ship, or perhaps it was shipped by cart to some distant battlefield. There were plenty of situations where the barrels could have been exposed to a lot of water (e.g.) water frequently seeped into cargo compartments inside the ships and had to be periodically pumped out, carts could be driven through thunderstorms, the barrels could have been frequently opened and closed in wet conditions in the field etc. In such situations, the barrels could absorb a lot more moisture than 7% by weight and the powder was considered damaged. Armies and Navies would typically send this damaged powder back to the factory, where they would deal with it.
At the factory, they would first figure out how much moisture the powder contained, using the method we studied in our previous post. If it was well below 7% by weight, it could be dried and recovered, as we pointed out in our previous post. Another technique was to take a small amount of the damaged powder and mix it with a barrel of newly manufactured powder, so that the overall moisture content of this mixed powder was within tolerable limits. For instance, the mix could consist of about 10% damaged powder and 90% new powder and would have pretty much the same propulsive force.
However if the powder was too badly damaged by moisture, then they would usually try to recover the potassium nitrate from the mixture, as it was the most valuable ingredient. Remember that saltpeter (the source of nitrates) was a hard-to-obtain substance for many centuries and England controlled the source of most of the world's supply for decades. Therefore, many countries found it worthwhile to try and extract as much nitrate as possible from the damaged powder. For instance, in the Confederate States, they had a Damaged Powder Works in Augusta, Georgia, to which all damaged powder from the field was sent to.
At the Damaged Powder Works, they would empty 8 barrels (800 lbs.) of powder into a large copper vessel and then add about 200-240 gallons of water. The vessel was then heated until its contents began to boil. The boiling water would dissolve the potassium nitrates in the powder, while the sulfur and charcoal remained undissolved. After this, the hot water was pumped out of the vessel through a double filter arrangement and poured into shallow crystallizing pans, where the liquid would cool and form nitrate crystals. The crystallizing pans would be shaken while the liquid was cooling, so that the nitrate crystals formed would be of small size. Since charcoal and sulfur don't dissolve in water, they remain behind in the vessel and filters. This method could recover over 95% of the nitrate content in the damaged powder. The recovered nitrate crystals were then sent back to the gunpowder factory to be used to make black powder again.
In the case of lightly damaged powders, the Damaged Powder Works often reworked it to make blasting powder, which is a low-grade black powder with a lower percentage of niter and more dust. To do this, they would take the damaged powder and add more sulfur and charcoal, so that the percentage of niter was reduced. The mixture would then be incorporated for a short time and then granulated to form blasting powder.
The Damaged Powder Works not only recovered nitrates from damaged powder, they also tried to recover it from byproducts of the manufacturing process as well, since niter was such a precious substance. They would try to recover saltpeter from the sacks that it was shipped in, from sweepings from the factory floor of the powder mill and even from washing the workers' clothes. The remnants of the mother liquor from the niter refineries were also sent over, so that they could extract the last possible bit of nitrates from there.
Tuesday, August 30, 2016
Monday, August 29, 2016
Black Powder XX - Reworking and Re-Shaking
In our last post, we looked at different types of containers that black powder was shipped in, in the 19th century.


A stack of powder barrels. Click on the image to enlarge.
Now, it must be remembered that black powder is hygroscopic in nature, which means it tends to absorb water from the air. Despite the best efforts to provide a tight seal to the barrels, there is a chance that the powder inside may still absorb some moisture over a period of time, especially if there is a lot of relative humidity in the air. If the black powder absorbs sufficient moisture, then this reduces the burning rate and strength of the black powder. Moisture can also cause caking in the powder. Water also causes the potassium nitrate to separate out of the black powder and can cause corrosion of metal gun parts. Therefore, it was not a good idea to leave barrels stored in the warehouse untouched for many years. We will study some methods that were in use in the 19th century to handle the problem of the black powder absorbing water in today's post.
To handle the caking issue, barrels were generally filled to 90% of their capacity. For instance, in the above image, we see that the barrel holds 100 lb. of powder. The barrel is actually capable of holding about 110 lbs. of powder or so, but it is only filled with 100 lb. of powder, which leaves a little room available for the powder to move around. Therefore, the contents of the barrel are free to move during transport of the powder and this helps break up any large lumps. In England, they would roll the barrels every year over a copper plate on the floor of the magazine, with the idea that this redistributes the contents inside and prevent caking.
In many countries, it was standard procedure to examine the barrels after a certain amount of time had elapsed (which is why the date/year of manufacture was stamped on every barrel). For instance, in France, they examined the barrels once a year for moisture damage. First, they would put each barrel on its side and roll it on a floor covered with hair rugs. If the sound coming out of the barrel was uniform, that meant the powder was good. Any uneven sounds meant that there was likely some moisture absorbed and caked powder inside. In this case, they would open the barrel and determine the moisture content of the powder before deciding how to proceed.
To determine the moisture content in the powder, they would take three samples of powder, one from the top, one from the bottom and one from the middle of the barrel. The samples would be carefully mixed and then 5 grams of powder would be carefully extracted from this sample. This powder would then be subject to a drying process, like the ones we studied previously. After this, it would be weighed again and the difference in weight indicates the percentage of moisture content in the sample.
If the moisture content of the sample was found to be below 7%, then all the powder was simply taken out of the barrel and dried, either by using the sun, or by using an artificial drying process like the ones we studied a few posts before. The barrel was also dried separately. Then the powder was subjected to a dusting process and then re-packed into the barrel. If the powder inside the barrel was found to have clumps in it, then these were broken by hand and was put back into a dry barrel and re-shaken to break up any smaller lumps.
If the moisture content of the sample was found to be greater than 7%, or if the saltpeter had begun to migrate out of the powder, then the powder was subjected to a chemical analysis to check if the proportions of the three ingredients were still within acceptable limits and if so, the powder was sent back to the mill to repeat the stamping process that we studied about a month ago.
Any barrel found to contain moisture was not put back to its original place in the warehouse after the reworking process. Instead, its position was swapped with another barrel from the stack of barrels, so that those that were in the bottom of the pile would now be on top and vice-versa.
In Germany, they would expose the powder to sunlight at regular periods, whether the powder contained moisture or not. The Prussian procedure was to do this every two years, which later changed to every 8-10 years, if the barrels were located inside a dry powder magazine.
In our next post, we will study what was done if the powder was found to be in a damaged state.
Sunday, August 28, 2016
Black Powder XIX - More on Packing
In our last post, we talked about the packing process of black powder in the 19th century. However, that post went a little easy on details about the containers used, so we will discuss those in today's post.
Black powder was generally shipped in boxes (cases) or cylindrical containers. Barrels were used because they were designed to hold goods without risk of leakage and were used for centuries for this purpose. On the other hand, boxes are easier to stack on top of each other than barrels and waste less room.
The boxes were usually made of copper and had powder loaded in a linen bag, or they were made of wood (which was cheaper) and had a slightly smaller box inside, into which the powder was loaded. Boxes varied in size, depending on the country, the type of powder etc. For instance, in England, some cases were about 2 feet long, 2 feet wide and 6 inches high. In the Confederate States, their boxes were about one foot long, one foot wide and 2.5 feet long. In Austria, their boxes were big enough to contain about 64 lbs. of powder. For sea duty, the boxes were generally made of copper. While boxes cannot be rolled around easily like barrels, they can be packed together more tightly than barrels can, which is why some factories started to switch from barrels to boxes towards the end of the nineteenth century.
Containers generally came in multiple sizes: Barrels, Kegs and Canisters.
Barrels are generally the largest of these containers. Typical barrels of the nineteenth century were about 2 feet high and about 1 to 1.5 feet in diameter. Capacity of the barrels varied by country, but most could usually hold about 110-120 lbs. of powder. However, these barrels were usually only filled to about 90% of the capacity (e.g. they would only fill about 100 lbs. of powder to a barrel capable of holding 110 lbs.). This was done so that the powder would have room to move inside the barrel during transport and wouldn't get caked.


Most barrels would have a hole of about 1.5 to 2 inches diameter drilled to the top of the barrel, which would then be plugged with a wooden screw. This way, if someone wanted to access the powder inside the barrel, they only needed to remove the screw instead of the entire top of the barrel. A leather washer soaked in wax and turpentine would be placed under the screw head, which served to keep moisture out. The image below shows an example of this:

Kegs were generally built on the same principle as barrels, but were much smaller in size, typically holding about 25 lbs. of powder. Also, instead of having an opening on top, most kegs had an opening in the middle to access the powder.

Kegs are much easier to transport than barrels on account of their lesser weight and were favored in places where there wasn't much room to move around in (e.g. on board ships).

Finally, we have canisters. Unlike barrels and kegs, these were generally made of metal and had the least capacity of the three container types.

Powder canisters typically held about 0.5 to 1 lb. of powder. The above example is a canister made by the Eureka Powder Works of New Durham, New Hampshire. It is made of steel, is about 4.75 x 4 x 1.75 inches in size and has a paper covering on the outside with hunting scenes printed on it. Due to their small size and capacity, these are much lighter than the other containers we have studied above and are easy to transport. Unlike barrels and kegs, these were intended to be sold to private individuals rather than military units.
Black powder was generally shipped in boxes (cases) or cylindrical containers. Barrels were used because they were designed to hold goods without risk of leakage and were used for centuries for this purpose. On the other hand, boxes are easier to stack on top of each other than barrels and waste less room.
The boxes were usually made of copper and had powder loaded in a linen bag, or they were made of wood (which was cheaper) and had a slightly smaller box inside, into which the powder was loaded. Boxes varied in size, depending on the country, the type of powder etc. For instance, in England, some cases were about 2 feet long, 2 feet wide and 6 inches high. In the Confederate States, their boxes were about one foot long, one foot wide and 2.5 feet long. In Austria, their boxes were big enough to contain about 64 lbs. of powder. For sea duty, the boxes were generally made of copper. While boxes cannot be rolled around easily like barrels, they can be packed together more tightly than barrels can, which is why some factories started to switch from barrels to boxes towards the end of the nineteenth century.
Containers generally came in multiple sizes: Barrels, Kegs and Canisters.
Barrels are generally the largest of these containers. Typical barrels of the nineteenth century were about 2 feet high and about 1 to 1.5 feet in diameter. Capacity of the barrels varied by country, but most could usually hold about 110-120 lbs. of powder. However, these barrels were usually only filled to about 90% of the capacity (e.g. they would only fill about 100 lbs. of powder to a barrel capable of holding 110 lbs.). This was done so that the powder would have room to move inside the barrel during transport and wouldn't get caked.

A stack of powder barrels made in England. Click on the image to enlarge.

Another stack of powder barrels. Click on the image to enlarge.
Most barrels would have a hole of about 1.5 to 2 inches diameter drilled to the top of the barrel, which would then be plugged with a wooden screw. This way, if someone wanted to access the powder inside the barrel, they only needed to remove the screw instead of the entire top of the barrel. A leather washer soaked in wax and turpentine would be placed under the screw head, which served to keep moisture out. The image below shows an example of this:

Notice the screw at the top of the barrel. Click on the image to enlarge.
Kegs were generally built on the same principle as barrels, but were much smaller in size, typically holding about 25 lbs. of powder. Also, instead of having an opening on top, most kegs had an opening in the middle to access the powder.
An example of a powder keg
Kegs are much easier to transport than barrels on account of their lesser weight and were favored in places where there wasn't much room to move around in (e.g. on board ships).

A couple of Civil War era powder kegs. Click on the image to enlarge.
Finally, we have canisters. Unlike barrels and kegs, these were generally made of metal and had the least capacity of the three container types.

A black powder canister. Click on the image to enlarge.
Powder canisters typically held about 0.5 to 1 lb. of powder. The above example is a canister made by the Eureka Powder Works of New Durham, New Hampshire. It is made of steel, is about 4.75 x 4 x 1.75 inches in size and has a paper covering on the outside with hunting scenes printed on it. Due to their small size and capacity, these are much lighter than the other containers we have studied above and are easy to transport. Unlike barrels and kegs, these were intended to be sold to private individuals rather than military units.
Thursday, August 25, 2016
Black Powder XVIII - Packing
In the last few posts, we have studied the process of manufacturing corned black powder in the nineteenth century. Today, we will study the process of packing the black powder in the nineteenth century.
Black powder from the factories was usually packed in barrels or cases.
Powder cases were usually made of copper and the powder was put in a linen bag and placed in the case. Alternatively, the case was made of wood, with a second inner box also made of wood.
Barrel making was an art that was well developed over several centuries, and by the 19th century, people already knew how to make barrels able to hold liquids without leaking. However, powder manufacturers usually put the powder in a linen bag and then placed it in the barrel, or in some places (such as France), they used a second inner barrel. For military purposes, some manufacturers coated the inside of the barrel with paper to make it leak-resistant.

In the 17th and 18th centuries, it was the custom in the German-speaking states of Europe, to coat the barrels on the inside with linseed oil. This was done to protect the powder from moisture.
There was a good reason to use a cloth bag inside the barrel: In order to fill the barrel, the upper hoops have to be loosened, so that the top of the barrel can be removed. Because of this, the staves expand a bit and the openings may fill up with some powder grains as the powder is poured into the barrel. Then when closing the barrel, the grains in the openings will get crushed. If something harder than wood, such as a grain of sand or a piece of metal, get into the openings, then a small impact, such as a blow from a wooden hammer, could cause the powder to ignite. For this reason the powder was first put in a bag, which was then put inside the barrel.

The barrels were closed using about six to eight hoops. Experiments made in the 19th century showed that hoops made from barked willow or hazel-wood, preferably cut in winter time, worked better than unbarked wood, because they didn't suffer from wood rot. The bags were usually made of loosely-woven linen cloth.
Each barrel was placed on a scale and weighed before filling and then the barrel was kept on the scale as powder was poured in using a copper funnel, until the desired weight of powder was filled in. The weight of powder put into the barrel depended upon the type, the size of the barrel, the country of manufacture etc. The barrels were usually filled to about 90% of their capacity, because it was believed that rolling the barrels occasionally prevented the powder inside from caking. After this, each barrel had a label attached to it, containing details such as the type of powder, the year that it was manufactured, the name of the manufacturer and factory location, the number of the supply, the weight of powder and the seal of the person that examined the barrel. In many places, the color of the label also indicated the type of powder contained in the barrel.
In 17th century France, they used the linen bag inside the barrel method of packing. Towards the beginning of the 18th century, they used the method of one barrel packed inside another barrel. The inner barrel (called the baril) was lined with cloth and filled with about 110 lbs. of powder and then placed inside a larger outer barrel (called the chape). The outer barrel contained details such as the year and place of manufacture, powder type, average range and average muzzle velocity etc. Instead of barrels, they sometimes also used wooden boxes lined with sheet zinc, which were filled and then put inside a second wooden case. For transport in ships, copper cases enclosed in wooden cases were used.


The above two images show a wooden powder keg made by the Laflin & Rand Powder Company of New York. This company was once a major competitor to Dupont in 19th century America. The top of the keg has a stopper (visible in the second image) and has the markings "FF" to indicate that the contents of the barrel are of a grain size suitable for use with rifles. The bottom of the keg has the marking, "Laflin & Rand Powder Co. New York", indicating the manufacturer name and factory location.
Black powder from the factories was usually packed in barrels or cases.
Powder cases were usually made of copper and the powder was put in a linen bag and placed in the case. Alternatively, the case was made of wood, with a second inner box also made of wood.
Barrel making was an art that was well developed over several centuries, and by the 19th century, people already knew how to make barrels able to hold liquids without leaking. However, powder manufacturers usually put the powder in a linen bag and then placed it in the barrel, or in some places (such as France), they used a second inner barrel. For military purposes, some manufacturers coated the inside of the barrel with paper to make it leak-resistant.
In the 17th and 18th centuries, it was the custom in the German-speaking states of Europe, to coat the barrels on the inside with linseed oil. This was done to protect the powder from moisture.
There was a good reason to use a cloth bag inside the barrel: In order to fill the barrel, the upper hoops have to be loosened, so that the top of the barrel can be removed. Because of this, the staves expand a bit and the openings may fill up with some powder grains as the powder is poured into the barrel. Then when closing the barrel, the grains in the openings will get crushed. If something harder than wood, such as a grain of sand or a piece of metal, get into the openings, then a small impact, such as a blow from a wooden hammer, could cause the powder to ignite. For this reason the powder was first put in a bag, which was then put inside the barrel.

A powder keg made by American Powder Mills in the 19th century. Click on the image to enlarge.
The barrels were closed using about six to eight hoops. Experiments made in the 19th century showed that hoops made from barked willow or hazel-wood, preferably cut in winter time, worked better than unbarked wood, because they didn't suffer from wood rot. The bags were usually made of loosely-woven linen cloth.
Each barrel was placed on a scale and weighed before filling and then the barrel was kept on the scale as powder was poured in using a copper funnel, until the desired weight of powder was filled in. The weight of powder put into the barrel depended upon the type, the size of the barrel, the country of manufacture etc. The barrels were usually filled to about 90% of their capacity, because it was believed that rolling the barrels occasionally prevented the powder inside from caking. After this, each barrel had a label attached to it, containing details such as the type of powder, the year that it was manufactured, the name of the manufacturer and factory location, the number of the supply, the weight of powder and the seal of the person that examined the barrel. In many places, the color of the label also indicated the type of powder contained in the barrel.
In 17th century France, they used the linen bag inside the barrel method of packing. Towards the beginning of the 18th century, they used the method of one barrel packed inside another barrel. The inner barrel (called the baril) was lined with cloth and filled with about 110 lbs. of powder and then placed inside a larger outer barrel (called the chape). The outer barrel contained details such as the year and place of manufacture, powder type, average range and average muzzle velocity etc. Instead of barrels, they sometimes also used wooden boxes lined with sheet zinc, which were filled and then put inside a second wooden case. For transport in ships, copper cases enclosed in wooden cases were used.


Powder keg made by American manufacturer Laflin & Rand. Click on the images to enlarge.
The above two images show a wooden powder keg made by the Laflin & Rand Powder Company of New York. This company was once a major competitor to Dupont in 19th century America. The top of the keg has a stopper (visible in the second image) and has the markings "FF" to indicate that the contents of the barrel are of a grain size suitable for use with rifles. The bottom of the keg has the marking, "Laflin & Rand Powder Co. New York", indicating the manufacturer name and factory location.
Wednesday, August 24, 2016
Black Powder XVII - Blending
In our last post, we studied what goes on in the finishing process of manufacturing black powder, namely some more dusting, blending and sifting. Despite using the utmost care in the sifting process, the powder will always contain a certain percentage of grains which are above or below the desired grain size. This percentage varies quite a bit as the various operations described previously take place. Therefore, manufacturers would often use a blending process to mix the contents of various batches together, so that the end result is a powder of more uniform performance. We will study that blending process from the nineteenth century in today's post.
In England, some mills would combine powders from different batches in the dusting reels that we studied about in our previous post.

Another technique that was common in England was to use a large wooden box with four equal sized compartments, each of which was big enough to hold one barrel of gunpowder. At the bottom of each compartment is a sliding door that leads down to a central chute. After the compartments are filled, the sliding doors are opened simultaneously and the powder from all four compartments pass through the central chute and are mixed together on the way out.
In Germany, the process was done similarly. Six copper funnels are arranged in an inclined position around a central main tube and the other end of the central tube ends in a short leather tube, which can be lifted by using a rope, which puts a kink in the hose and prevents the powder from running out of it. At Spandau, each funnel held about 220 lbs. (100 kg.) of powder and at Dresden, each funnel held about 440 lbs. (200 kg.) of powder. The German manufacturers would offer two blends, a special blending and a general blending. In a special blending, they would place two barrels of each powder to be blended in each funnel (in Dresden, they would use four barrels per funnel since the funnels in Dresden were twice the size of those in Spandau). When all the funnels were filled up, a barrel was placed below the leather pipe and then, the leather pipe was opened to blend the powder in. After twelve preliminary blendings were done, they would perform a final blending operation by taking a barrel or two from each preliminary blending and then repeating the process until the preliminary blendings were all mixed together again.
The process in Switzerland was similar. A large square box with a pyramidal bottom, which could hold about 1350 to 1600 lbs. was used. At the bottom of the pyramid was a perforated pipe fixed to the funnel opening and covered with a damper. They would take about 100 lbs. from each powder to be mixed and alternately pour them into the box. After the box was filled, the damper was withdrawn and the powder would pass through the perforated pipe and get mixed as it fell into the barrel below.
In France at the factory of Sevran-Livry (a suburb of Paris), the process was a bit more automated. They used a wooden frame with an arrangement of eight trays in two parallel rows of four each. Each frame had a hole in the center covered by a shutter valve, which could be used to regulate the flow of powder. Below each frame was an endless cloth belt upon which the powder would fall. At the end of the these cloth belts was another cloth belt running at right angles to the first set of belts. A system of gears ensured that the first endless belts ran at a speed of 10 times greater than the central belt. At the other end of the endless belt was a trolley carrying at least two barrels and the belt would drop the blended powder into one of them. As soon as the barrel filled up, the trolley would move so that the second barrel would start to fill and meanwhile, the first full barrel was removed and emptied or replaced with another one.
In our next post, we will study the packing process of the black powder.
In England, some mills would combine powders from different batches in the dusting reels that we studied about in our previous post.

Click on the image to enlarge. Public domain image.
Another technique that was common in England was to use a large wooden box with four equal sized compartments, each of which was big enough to hold one barrel of gunpowder. At the bottom of each compartment is a sliding door that leads down to a central chute. After the compartments are filled, the sliding doors are opened simultaneously and the powder from all four compartments pass through the central chute and are mixed together on the way out.
In Germany, the process was done similarly. Six copper funnels are arranged in an inclined position around a central main tube and the other end of the central tube ends in a short leather tube, which can be lifted by using a rope, which puts a kink in the hose and prevents the powder from running out of it. At Spandau, each funnel held about 220 lbs. (100 kg.) of powder and at Dresden, each funnel held about 440 lbs. (200 kg.) of powder. The German manufacturers would offer two blends, a special blending and a general blending. In a special blending, they would place two barrels of each powder to be blended in each funnel (in Dresden, they would use four barrels per funnel since the funnels in Dresden were twice the size of those in Spandau). When all the funnels were filled up, a barrel was placed below the leather pipe and then, the leather pipe was opened to blend the powder in. After twelve preliminary blendings were done, they would perform a final blending operation by taking a barrel or two from each preliminary blending and then repeating the process until the preliminary blendings were all mixed together again.
The process in Switzerland was similar. A large square box with a pyramidal bottom, which could hold about 1350 to 1600 lbs. was used. At the bottom of the pyramid was a perforated pipe fixed to the funnel opening and covered with a damper. They would take about 100 lbs. from each powder to be mixed and alternately pour them into the box. After the box was filled, the damper was withdrawn and the powder would pass through the perforated pipe and get mixed as it fell into the barrel below.
In France at the factory of Sevran-Livry (a suburb of Paris), the process was a bit more automated. They used a wooden frame with an arrangement of eight trays in two parallel rows of four each. Each frame had a hole in the center covered by a shutter valve, which could be used to regulate the flow of powder. Below each frame was an endless cloth belt upon which the powder would fall. At the end of the these cloth belts was another cloth belt running at right angles to the first set of belts. A system of gears ensured that the first endless belts ran at a speed of 10 times greater than the central belt. At the other end of the endless belt was a trolley carrying at least two barrels and the belt would drop the blended powder into one of them. As soon as the barrel filled up, the trolley would move so that the second barrel would start to fill and meanwhile, the first full barrel was removed and emptied or replaced with another one.
In our next post, we will study the packing process of the black powder.
Tuesday, August 23, 2016
Black Powder XVI - Finishing
In our last post, we studied how black powder was dried in the nineteenth century. After the drying process comes the finishing process, which we will study in today's post.
During the drying process, there is a small amount of dust generated again because removing the moisture causes some of the grains to fall apart. Therefore, the powder is again subject to another dusting and glazing process (which we studied earlier) followed by a sorting process. These three processes are classified together as the "finishing process".

The above image shows a cylindrical sieve manufactured by J & E Hall of Dartford, England. It consists of a horizontal reel about 8 feet long, and 2.5 feet diameter, covered by a fine gauze made of brass wire or silk cloth. Each cylinder was filled with about 350 lbs. (about 160 kg.) of powder and the cylinder was rotated at about 45 revolutions per minute for about three hours. Sometimes, a little graphite powder is added to increase the glossy finish of the powder and render it less hygroscopic. Any dust in the powder grains falls through the gauze into the box.
Due to this dusting and glazing process, the shape and size of the grains are somewhat altered and therefore, many factories would then use a sorting process for a second time. In Germany, the process was to use a sifting reel, much like the apparatus above. However, the first part of the reel would have a wire gauze of a small mesh size, then the next part would have a gauze of a larger mesh size and the next part would have a still larger mesh size and so on. The whole reel would be tilted along its length and rotated at about 12 revolutions per minute. The useless dust would fall through the first part of the reel, then the useful size grains would fall through the next mesh and only the large size grains would remain in the reel.
In other German and English factories, they would mount four sieves from the ceiling, attached to a mechanism to provide a shaking mechanism to the sieves at about 120 strokes per minute. The largest mesh size sieve would be closest to the roof and the finest sieve at the bottom. Powder would be added to the top sieve and the sieves would be vibrated. The largest grain powder suitable for cannon would remain in the top sieve, and grains suitable for rifle and pistol powder would be collected from the sieves below.
Despite putting a lot of care in the sorting process, the powder always contains a certain percentage of grains above and below the desired grain size. Therefore, in order to maintain more uniformity in the process, the powder was then subject to a process called blending, which we will study in the next post.
During the drying process, there is a small amount of dust generated again because removing the moisture causes some of the grains to fall apart. Therefore, the powder is again subject to another dusting and glazing process (which we studied earlier) followed by a sorting process. These three processes are classified together as the "finishing process".
Click on the image to enlarge. Public domain image.
The above image shows a cylindrical sieve manufactured by J & E Hall of Dartford, England. It consists of a horizontal reel about 8 feet long, and 2.5 feet diameter, covered by a fine gauze made of brass wire or silk cloth. Each cylinder was filled with about 350 lbs. (about 160 kg.) of powder and the cylinder was rotated at about 45 revolutions per minute for about three hours. Sometimes, a little graphite powder is added to increase the glossy finish of the powder and render it less hygroscopic. Any dust in the powder grains falls through the gauze into the box.
Due to this dusting and glazing process, the shape and size of the grains are somewhat altered and therefore, many factories would then use a sorting process for a second time. In Germany, the process was to use a sifting reel, much like the apparatus above. However, the first part of the reel would have a wire gauze of a small mesh size, then the next part would have a gauze of a larger mesh size and the next part would have a still larger mesh size and so on. The whole reel would be tilted along its length and rotated at about 12 revolutions per minute. The useless dust would fall through the first part of the reel, then the useful size grains would fall through the next mesh and only the large size grains would remain in the reel.
In other German and English factories, they would mount four sieves from the ceiling, attached to a mechanism to provide a shaking mechanism to the sieves at about 120 strokes per minute. The largest mesh size sieve would be closest to the roof and the finest sieve at the bottom. Powder would be added to the top sieve and the sieves would be vibrated. The largest grain powder suitable for cannon would remain in the top sieve, and grains suitable for rifle and pistol powder would be collected from the sieves below.
Despite putting a lot of care in the sorting process, the powder always contains a certain percentage of grains above and below the desired grain size. Therefore, in order to maintain more uniformity in the process, the powder was then subject to a process called blending, which we will study in the next post.
Wednesday, August 17, 2016
Black Powder XV - Drying the Powder
In our last post, we studied the processes of dusting and glazing the powder. In today's post, we will study the next process in line: the drying process.
As we studied previously, the ingredients of black powder are moistened before mixing together for safety reasons. In addition to that, potassium nitrate in the saltpeter is slightly hygroscopic (i.e. it absorbs moisture from the atmosphere) and if the saltpeter is somewhat impure and contains calcium nitrate, then it will be very hygroscopic. Black powder is more effective when there is less moisture content, which is why we have the old saying about "keeping your powder dry." We will study how the drying process worked in the 19th century in today's post.
Back in the early days of gunpowder manufacture, drying was done out in the open air. The black powder was simply spread on trays with a wool cloth at the bottom and the trays were placed outside where they could be exposed to the sun's rays. Every few hours, a person would go out and turn the powder grains, until the moisture content was substantially reduced. In fact, in some factories, people would do this once before the first dusting operation. The advantage of drying in the open air is that it saves on fuel costs and the chemical properties of the powder aren't changed either. However this method has disadvantages as well: the rate of drying depends on the humidity of the air. Also, if it is a windy day, the powder becomes much more dusty. Also, if the day happens to be cloudy, then the drying operation will take much longer. It also can't be done during rainy days.
Since natural drying using the sun has many disadvantages, people started to switch to artificial methods of drying and by the 19th century, artificial drying became the dominant way of drying powder. There are four main techniques of artificial drying:
As we studied previously, the ingredients of black powder are moistened before mixing together for safety reasons. In addition to that, potassium nitrate in the saltpeter is slightly hygroscopic (i.e. it absorbs moisture from the atmosphere) and if the saltpeter is somewhat impure and contains calcium nitrate, then it will be very hygroscopic. Black powder is more effective when there is less moisture content, which is why we have the old saying about "keeping your powder dry." We will study how the drying process worked in the 19th century in today's post.
Back in the early days of gunpowder manufacture, drying was done out in the open air. The black powder was simply spread on trays with a wool cloth at the bottom and the trays were placed outside where they could be exposed to the sun's rays. Every few hours, a person would go out and turn the powder grains, until the moisture content was substantially reduced. In fact, in some factories, people would do this once before the first dusting operation. The advantage of drying in the open air is that it saves on fuel costs and the chemical properties of the powder aren't changed either. However this method has disadvantages as well: the rate of drying depends on the humidity of the air. Also, if it is a windy day, the powder becomes much more dusty. Also, if the day happens to be cloudy, then the drying operation will take much longer. It also can't be done during rainy days.
Since natural drying using the sun has many disadvantages, people started to switch to artificial methods of drying and by the 19th century, artificial drying became the dominant way of drying powder. There are four main techniques of artificial drying:
- Drying by using warm air.
- Drying by using steam or hot water.
- Drying by using cold air with the water vapor removed (i.e. the air is dry and very low humidity)
- Drying in a vacuum.
In 1632, we have the account of one Furtenbach, who stated that people had tried drying black powder by placing the black powder grains on copper pans over a fire, but this was banned by law in many places because men had been killed by it. The next obvious idea was to use the heat radiated from a fire, but keep the powder a little distance away from the fire. This led to people building fires in the center of the room and powder placed all around it. Periodically, a worker would go in and stoke the fire to keep it burning, but a small spark rising from the flame could potentially set the room on fire and this type of accident did happen quite a lot. Therefore, the next technique was to put the fireplace in an adjacent room, with no direct connection to the drying room. The fireplace would be surrounded by a copper jacket so that heat could only be passed via convection or radiation. However, by the 19th century, this method of drying was not used any more and in fact, many countries had laws to explicitly ban this method of drying.
Using steam for drying was introduced into the UK in 1780 for the first time. Steam was generated in a separate building far away from the drying room, so that the fire used for generating the steam is kept far away from the black powder. The steam was then conveyed using copper pipes, to the drying room, where it would be piped over wooden boxes covered by copper pans on top, the steam being at temperatures between 130-170 degrees Fahrenheit. The powder was also turned periodically by using a rake, to prevent it from caking during the drying process.
Another technique that was very popular in England and Germany involved blowing a hot current of air over the powder in large drying rooms or special drying-boxes. This method allowed the drying rate to be controlled so that it was not too fast, which meant that the pores of the powder wouldn't open up too much and therefore the powder would be less hygroscopic after drying.
At the Royal Gunpowder Mills at Waltham Abbey, a single drying room could hold about 2.5 tons of powder and the powder was placed in trays on wooden frames. Below the frames, a series of pipes carrying steam were arranged close to the floor. Holes were drilled into both the roof and the floor, so that the heated air from the floor would rise up and exit through the holes in the roof, and be replaced by fresh air entering through the holes in the bottom. The temperature of the pipes and the air was controlled depending on the type of black powder, the size of the grains and the amount of moisture contained in it. For granulated powder, the drying operation took about 6 to 12 hours.
In other setups, such as those in England, France and Germany, fans were used to blow cold air over steam heated coils and then the hot air was piped into drying boxes.

The above image shows one such apparatus to produce hot air. The heating coils are made of iron and steam is passed through them, Air is blown from the top using a fan and the hot air exit pipe at the bottom is connected to drying boxes. The apparatus is enclosed by brick walls to hold in the heat.
Another technique was to use a current of cold air from which all moisture has been removed previously, using chemicals such as calcium chloride, caustic lime or sulfuric acid. The dry air tends to absorb the moisture from the powder and carries it out.

The image above shows one such apparatus. There is a wooden box A, which runs along the whole length of the drying room. About half way up the box, longitudinal strips (b) are fixed, on which a frame (c) covered with a wire gauze rests, covered with dry calcium chloride lumps. The bottom part of the floor is lines with zinc sheets. The bottom of A is inclined towards the right, where there is a pipe D to remove the solution of calcium chloride that will be formed by the drying process. The air is forced in by fan (E) and passes through the layer of calcium chloride and is then piped into the drying boxes, while the calcium chloride solution is collected and after evaporation, it can be reused in the box again.
After the drying process, the moisture content of the powder was generally below 1% or so. The time of drying could vary depending on the type of powder, the temperature of the air, the size of the powder grains etc. One point to note is that drying on frames meant that the trays closest to the steam pipes dried the fastest and those trays which were placed higher up were subject to somewhat cooler air, which was also carrying some moisture from the lower trays. However, the fact that the rate of drying and the temperature could be uniformly controlled made this method very popular in the nineteenth century.
The next process down the line is the final dusting, glazing and finishing process, which we will study in our next post.
At the Royal Gunpowder Mills at Waltham Abbey, a single drying room could hold about 2.5 tons of powder and the powder was placed in trays on wooden frames. Below the frames, a series of pipes carrying steam were arranged close to the floor. Holes were drilled into both the roof and the floor, so that the heated air from the floor would rise up and exit through the holes in the roof, and be replaced by fresh air entering through the holes in the bottom. The temperature of the pipes and the air was controlled depending on the type of black powder, the size of the grains and the amount of moisture contained in it. For granulated powder, the drying operation took about 6 to 12 hours.
In other setups, such as those in England, France and Germany, fans were used to blow cold air over steam heated coils and then the hot air was piped into drying boxes.

Apparatus to produce hot air for drying. Click on the image to enlarge. Public domain image.
The above image shows one such apparatus to produce hot air. The heating coils are made of iron and steam is passed through them, Air is blown from the top using a fan and the hot air exit pipe at the bottom is connected to drying boxes. The apparatus is enclosed by brick walls to hold in the heat.
Another technique was to use a current of cold air from which all moisture has been removed previously, using chemicals such as calcium chloride, caustic lime or sulfuric acid. The dry air tends to absorb the moisture from the powder and carries it out.

Drying apparatus using cold dry air. Click on the image to enlarge. Public domain image.
The image above shows one such apparatus. There is a wooden box A, which runs along the whole length of the drying room. About half way up the box, longitudinal strips (b) are fixed, on which a frame (c) covered with a wire gauze rests, covered with dry calcium chloride lumps. The bottom part of the floor is lines with zinc sheets. The bottom of A is inclined towards the right, where there is a pipe D to remove the solution of calcium chloride that will be formed by the drying process. The air is forced in by fan (E) and passes through the layer of calcium chloride and is then piped into the drying boxes, while the calcium chloride solution is collected and after evaporation, it can be reused in the box again.
After the drying process, the moisture content of the powder was generally below 1% or so. The time of drying could vary depending on the type of powder, the temperature of the air, the size of the powder grains etc. One point to note is that drying on frames meant that the trays closest to the steam pipes dried the fastest and those trays which were placed higher up were subject to somewhat cooler air, which was also carrying some moisture from the lower trays. However, the fact that the rate of drying and the temperature could be uniformly controlled made this method very popular in the nineteenth century.
The next process down the line is the final dusting, glazing and finishing process, which we will study in our next post.
Monday, August 15, 2016
Black Powder XIV - Dusting and Glazing
In our last two posts on the study of black powder manufacture in the 19th century, we studied the process of granulating the powder into grains. The powder coming out of the granulating machines is called "foul grain" and must be further processed. In today's post, we will study the next couple of processes in line: dusting and glazing.
So why dust and glaze in the first place? Dusting is the process of removing all the smaller sized particles (the "dust") from the black powder, so that they don't end up in the bottom of the barrel and cause the last few charges to burn faster (since smaller grains burn faster in general). Glazing is done for a few reasons: First, it polishes the outer surfaces of the powder grains, thereby diminishing the tendency of the powder to absorb moisture from the atmosphere. Second, it helps make the powder grains less likely to break up into dust while being transported. In general, glazing increases the durability of the powder grains. Glazing also increases the density of the powder.
Dusting is done by passing the grains of powder through sieves, so that the grains of a particular size are retained and the smaller dust grains fall through. In smaller factories, this was done by hand or through a shaking machine, using a series of sieves made of hair for filtering the grains. In larger factories, dusting reels were generally used in the 19th century, as these were more suitable for large-scale production. The technology for dusting reels actually came from flour mills. A dusting reel has a cylindrical frame about 1.5 feet in diameter and 8 feet long. The surface of the reel is covered by a fine gauze made of copper wire, silk or canvas. The cylinder is set up with a small tilt from the horizontal. The cylinder is also enclosed by a case to catch the dust, but is open on both ends. The cylinder is set up to be rotated by a belt at a speed of around 40 r.p.m. The powder is fed continuously in the upper end from a hopper. As the cylinder rotates, the powder grains slide down its length to the lower end. Any dust particles that are too small in size fall through the gauze, while the larger grains stay inside the cylinder and slide down to the lower end, where they can be collected into barrels.

The wooden box case enclosing the dusting reels prevents the fine dust from flying around the building. Periodically, a worker would open the doors and empty the dust accumulated inside the box. The powder was usually run through the dusting reels twice and deemed to be sufficiently dusted.
After dusting the powder, the next process was to glaze it. The process of glazing smooths out the grains somewhat by breaking off the sharp angles and points on the grains and also stops up the outer pores of the grains, which makes the exterior of the grains tougher and more impervious to moisture and less likely to turn to dust. It also increases the density of the grains slightly -- for instance, a powder with density 0.810 before glazing increases its density to 0.893 after 42 hours of glazing. Also if glazing is done for long enough, it can improve the combustion of the grains a bit as well, as the niter ends on along the surface of the grains.
The process of glazing was carried out in wooden drums similar to those used for mixing the ingredients, which we studied earlier. the chief differences are that these drums don't have ribs on the inner side of the drum, nor do they have an axle passing through the center of the drum. Instead, the axle attaches to the circular ends of the drum by means of bolts fastening it to a cross piece on either end. The drum has a long door across its length, which can be opened to drop the glazed powder into a funnel after the glazing operation is done. As the drum is rotated, the powder grains get thrown about and hit each other and the sides of the drum, thereby becoming polished. The glazing drums generally have speed counters to regulate the speed of a drum during the process. The speed of rotation and the time of rotation depends on the powder being glazed and where it was manufactured. For instance, in England, R.F.G. (Rifle Fine Grain) grade powder was generally glazed in drums about 2 feet wide and 6 feet in diameter and rotated at about 12 revolutions per minute. Each drum could take about 900 lbs. of powder. For R.F.G powder, the drums were run for 5.5 hours each, for R.F.G2 powder, the process took about 10 hours. No graphite was added to these powders, as the friction and heat caused by the motion was enough to produce a brilliant glaze. For R.L.G (Rifle Large Grain) powder, it was run for about 1.5 hours at 34 r.p.m with one ounce of graphite added per 100 lbs. of powder. R.F.G4 grade powder was glazed for about 3 hours, the graphite being added to the drums after they had run for 2 hours first. The purpose of adding graphite to larger grain powders is to increase the gloss of the powder and render it less likely to absorb moisture due to the increased density of the surface layer. Over in America in the Confederate states, we know that their manual specified that the grains were to be glazed for ten to twelve hours, with the drums rotating at least 9 times a minute.
During the glazing process, any inferior quality grains (i.e. those that were likely disintegrate during transport later) get turned into dust as well. Therefore, many manufacturers would run the powder through the dusting process for a second time after the powder had been glazed, to remove any dust that might have been generated by the glazing.
The machinery for both the dusting and glazing operations were usually powered by water-mills, which is why many powder works were located near fast-flowing sources of water. Alternatively, horses were also used to drive the machinery.

The two houses that appear on the upper left corner of the picture above were once part of the Confederate Powder Works in Augusta, Georgia. The two buildings were where the dusting and glazing operations were once carried out and survived the end of the Civil war, as the picture above was taken in 1894.
Interestingly, though the Confederates used separate dusting and glazing operations through most of their period of operation of the facility, they also attempted to speed things up by combining both steps into a single process along with drying. The process placed the powder into a cylinder as above, but the axle passed through the drum and was hollow and had perforations. Air was heated by passing over steam pipes and this hot air was fed through the axle, the idea being that the hot air would dry the grains and carry the dust away, while the agitation of the grains by the revolving cylinder would glaze the grains as well. However, this process was not perfect and contemporary records show that powder was often sent back to the mill for reworking the glazing process using the traditional method.
In our next few posts, we will study the next operations in line: the drying and finishing processes, followed by packing.
So why dust and glaze in the first place? Dusting is the process of removing all the smaller sized particles (the "dust") from the black powder, so that they don't end up in the bottom of the barrel and cause the last few charges to burn faster (since smaller grains burn faster in general). Glazing is done for a few reasons: First, it polishes the outer surfaces of the powder grains, thereby diminishing the tendency of the powder to absorb moisture from the atmosphere. Second, it helps make the powder grains less likely to break up into dust while being transported. In general, glazing increases the durability of the powder grains. Glazing also increases the density of the powder.
Dusting is done by passing the grains of powder through sieves, so that the grains of a particular size are retained and the smaller dust grains fall through. In smaller factories, this was done by hand or through a shaking machine, using a series of sieves made of hair for filtering the grains. In larger factories, dusting reels were generally used in the 19th century, as these were more suitable for large-scale production. The technology for dusting reels actually came from flour mills. A dusting reel has a cylindrical frame about 1.5 feet in diameter and 8 feet long. The surface of the reel is covered by a fine gauze made of copper wire, silk or canvas. The cylinder is set up with a small tilt from the horizontal. The cylinder is also enclosed by a case to catch the dust, but is open on both ends. The cylinder is set up to be rotated by a belt at a speed of around 40 r.p.m. The powder is fed continuously in the upper end from a hopper. As the cylinder rotates, the powder grains slide down its length to the lower end. Any dust particles that are too small in size fall through the gauze, while the larger grains stay inside the cylinder and slide down to the lower end, where they can be collected into barrels.
A pair of dusting reels from the early 1800s.
The wooden box case enclosing the dusting reels prevents the fine dust from flying around the building. Periodically, a worker would open the doors and empty the dust accumulated inside the box. The powder was usually run through the dusting reels twice and deemed to be sufficiently dusted.
After dusting the powder, the next process was to glaze it. The process of glazing smooths out the grains somewhat by breaking off the sharp angles and points on the grains and also stops up the outer pores of the grains, which makes the exterior of the grains tougher and more impervious to moisture and less likely to turn to dust. It also increases the density of the grains slightly -- for instance, a powder with density 0.810 before glazing increases its density to 0.893 after 42 hours of glazing. Also if glazing is done for long enough, it can improve the combustion of the grains a bit as well, as the niter ends on along the surface of the grains.
The process of glazing was carried out in wooden drums similar to those used for mixing the ingredients, which we studied earlier. the chief differences are that these drums don't have ribs on the inner side of the drum, nor do they have an axle passing through the center of the drum. Instead, the axle attaches to the circular ends of the drum by means of bolts fastening it to a cross piece on either end. The drum has a long door across its length, which can be opened to drop the glazed powder into a funnel after the glazing operation is done. As the drum is rotated, the powder grains get thrown about and hit each other and the sides of the drum, thereby becoming polished. The glazing drums generally have speed counters to regulate the speed of a drum during the process. The speed of rotation and the time of rotation depends on the powder being glazed and where it was manufactured. For instance, in England, R.F.G. (Rifle Fine Grain) grade powder was generally glazed in drums about 2 feet wide and 6 feet in diameter and rotated at about 12 revolutions per minute. Each drum could take about 900 lbs. of powder. For R.F.G powder, the drums were run for 5.5 hours each, for R.F.G2 powder, the process took about 10 hours. No graphite was added to these powders, as the friction and heat caused by the motion was enough to produce a brilliant glaze. For R.L.G (Rifle Large Grain) powder, it was run for about 1.5 hours at 34 r.p.m with one ounce of graphite added per 100 lbs. of powder. R.F.G4 grade powder was glazed for about 3 hours, the graphite being added to the drums after they had run for 2 hours first. The purpose of adding graphite to larger grain powders is to increase the gloss of the powder and render it less likely to absorb moisture due to the increased density of the surface layer. Over in America in the Confederate states, we know that their manual specified that the grains were to be glazed for ten to twelve hours, with the drums rotating at least 9 times a minute.
During the glazing process, any inferior quality grains (i.e. those that were likely disintegrate during transport later) get turned into dust as well. Therefore, many manufacturers would run the powder through the dusting process for a second time after the powder had been glazed, to remove any dust that might have been generated by the glazing.
The machinery for both the dusting and glazing operations were usually powered by water-mills, which is why many powder works were located near fast-flowing sources of water. Alternatively, horses were also used to drive the machinery.
Photo from 1894 showing a former Confederate Powder Works building in Augusta, Georgia
The two houses that appear on the upper left corner of the picture above were once part of the Confederate Powder Works in Augusta, Georgia. The two buildings were where the dusting and glazing operations were once carried out and survived the end of the Civil war, as the picture above was taken in 1894.
Interestingly, though the Confederates used separate dusting and glazing operations through most of their period of operation of the facility, they also attempted to speed things up by combining both steps into a single process along with drying. The process placed the powder into a cylinder as above, but the axle passed through the drum and was hollow and had perforations. Air was heated by passing over steam pipes and this hot air was fed through the axle, the idea being that the hot air would dry the grains and carry the dust away, while the agitation of the grains by the revolving cylinder would glaze the grains as well. However, this process was not perfect and contemporary records show that powder was often sent back to the mill for reworking the glazing process using the traditional method.
In our next few posts, we will study the next operations in line: the drying and finishing processes, followed by packing.
Thursday, August 11, 2016
Black Powder XIII - Granulating and Rounding
In our last post, we looked at the process of turning pressed black powder cakes into grains of uniform size, a process called granulating. In certain countries, such as Switzerland, Austria and Germany, they would perform an additional process to round the grains down, soon after granulating, for certain types of powder. This rounding process was done to ensure that the shapes of the grains were all rounded, instead of being a mixture of rounded and angular grains, which would ensure more uniform grain density and burn rates. We will study the rounding process in today's post.
Right after the grains were granulated, they were conveyed to a rounding table machine, such as the one illustrated below:

The rounding table machine has a circular wooden table (A) on which there are a number of wooden ribs (B) radiating out from the center of the table. These wooden ribs are rounded on top and about 1.25 inches thick and 2.5 inches high. The table has a vertical shaft (C) passing through its center, which can be rotated by a system of gears (D) under the table. There is a horizontal arm (G) which is at right angles to C on the top of the table and is attached so that G turns along with C. A large linen bag (E) is attached to G and the bag has two disks, one on each end, to ensure that it stays in a cylindrical shape. The disks are about 1.5 feet in diameter and the length of the bag E is about 2 feet long and can contain about 100-125 lbs. of powder. A wooden tube (F) passes through the axis of E and holds the two disks in position.
As the vertical shaft (C) rotates, the bag (E) is rolled around the table (A) and the ribs (B). The bag was set to rotate at around 15 revolutions per minute and the whole operation was done for about 20 to 30 minutes. Due to the rotation of the bag, the grains rub against each other and the friction causes them to grind themselves into a round form.
This process was only used for making certain types of powder in the nineteenth century and only in certain countries, as it was not deemed necessary everywhere. The advantage of doing this was that it ensured a more uniform shape for the powder grains.
In our next post, we will study the next few steps of the process: dusting and glazing.
Right after the grains were granulated, they were conveyed to a rounding table machine, such as the one illustrated below:
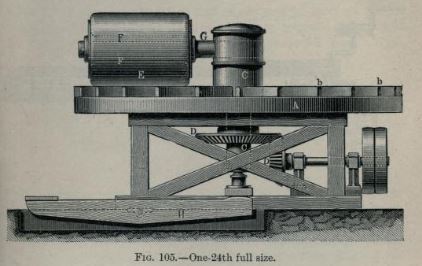
A rounding table machine. Click on the image to enlarge. Public domain image.
The rounding table machine has a circular wooden table (A) on which there are a number of wooden ribs (B) radiating out from the center of the table. These wooden ribs are rounded on top and about 1.25 inches thick and 2.5 inches high. The table has a vertical shaft (C) passing through its center, which can be rotated by a system of gears (D) under the table. There is a horizontal arm (G) which is at right angles to C on the top of the table and is attached so that G turns along with C. A large linen bag (E) is attached to G and the bag has two disks, one on each end, to ensure that it stays in a cylindrical shape. The disks are about 1.5 feet in diameter and the length of the bag E is about 2 feet long and can contain about 100-125 lbs. of powder. A wooden tube (F) passes through the axis of E and holds the two disks in position.
As the vertical shaft (C) rotates, the bag (E) is rolled around the table (A) and the ribs (B). The bag was set to rotate at around 15 revolutions per minute and the whole operation was done for about 20 to 30 minutes. Due to the rotation of the bag, the grains rub against each other and the friction causes them to grind themselves into a round form.
This process was only used for making certain types of powder in the nineteenth century and only in certain countries, as it was not deemed necessary everywhere. The advantage of doing this was that it ensured a more uniform shape for the powder grains.
In our next post, we will study the next few steps of the process: dusting and glazing.
Monday, August 8, 2016
Black Powder XII - Granulating
In our last few posts, we studied the first few stages of making black powder historically. The stages we studied so far are:
The next step in the process is to break up the pressed cakes into black powder grains of consistent sizes for different firearm types. This process is called granulation and we will study that in today's post.
In the earliest days of firearms, black powder was made of particles of different sizes ranging from dust particles to larger lumps. This made the power of the black powder vary a lot from shot to shot, because of the inconsistency in the grain sizes. Later, grain powder began to replace dust powder. We see the first mention of granulating around 1445, where a manuscript on artillery recommends that lumps of powder are crushed into clods, which propel further than ungranulated powder. We see mention of granulated rifle powder in a work by the Italian mathematician and engineer Nicolo Tartaglia, who wrote a book on ballistics in 1546. We also see a mention of granulated rifle powder in Biringuccio's Pyrotechnia, written in the 1540s.
The earliest methods of granulation involved breaking the powder into smaller lumps using wooden mallets and then putting the lumps onto sieves and then crushing the pieces through the sieve by using a small roller. Later on, the roller was replaced by wooden disks and the sieve was moved under them by hand. By the early 1600s, three or four sieves were put side by side on a wooden frame and the frame was suspended from the ceiling by cords, so as to easily give the frame a shaking motion. The roughly broken cake was put on to the sieves along with lens shaped discs made of a hard wood. By shaking the wooden frame with the cords, the disks would move on top of the powder cakes and force them through the sieves, breaking them up into grains, which would fall into a box placed below the sieve. These grains would then be sorted into different sizes by passing them through other sieves made of brass wire. In some factories, they would place the sieves directly below the granulating sieve, so that the granulating and sorting could be done at the same time.
Another process that was used came from the same technology used in flour-mills. The frame was shaken by a water wheel and grains falling on it would land on an inclined sieve with meshes of a given size. Any grains that were too large would roll over the sieve and be shaken into a box below, while the smaller grains would fall through the meshes of the sieve into a second sieve below of smaller mesh size and so on.
Around 1819, Sir William Congreve invented a granulating machine using rollers, which became common in England.

It consists of three or four horizontal pairs of gun-metal rollers on a brass or cast-iron frame. The vertical distance between each pair of rollers is about 2.5 feet. The rollers have teeth on them of different widths. For instance, for fine grained powders, the highest pair of rollers have teeth about 0.5 inches apart, the next pair has 0.25 inch teeth and the two bottom pairs of rollers have no teeth at all. Like the breaking-down machine we studied in our last post, each roller is mounted on sliding counter-weighted bearings so that they will slide apart if a particularly large lump goes through them. The rollers rotate at about 25 revolutions per minute. The machine is fed with the pressed cakes that we studied in our last post, which are placed into a hopper and transported to the machine via a moving endless belt. Short screens covered with copper wire gauze (10-mesh for powder meant for small arms), are placed under each pair of rollers except the bottom pair, so that powder that is too large to pass through the gauze will pass from one pair of rollers to the next. Beneath the short screens are placed two long screens in an inclined position. The upper screen is of 10-mesh and the lower one is of 20-mesh. The machine transmits a shaking motion between 130-150 strokes per minute to all screens while it is working, to assist in the sifting and flow of powder. The grain that falls through the short screens will also fall through the 10-mesh long screen. However, not all of it will fall through the 20-mesh long screen. The grain that is retained on the 20-mesh screen is packaged as Rifle Fine Grain (R.F.G) powder. These grains slide off the 20-mesh screen due to the vibrations imparted to it and fall into boxes, which are made to move forward as each one is filled. The grains that are too large to pass through the short screens fall into separate boxes and are transferred back to the hopper to be passed through the rollers again. The fine powder that falls through the 20-mesh sieve falls into another box below it and is collected and sent back to the incorporating mill to be remixed and pressed again into cakes.
For larger grain sizes, such as Rifled Large Grain (R.L.G) powder, three pairs of rollers were usually used, the two upper pairs with larger teeth and the bottom pair smooth.
A single granulating machine such as the one above, could easily process between 3 to 4 tons of powder per day and transform about 70 to 80% of the quantity treated as serviceable powder.
By granulating the black powder, some of the early disadvantages that were found in black powder are minimized. For one, granulated powder does not separate its ingredients easily during transport, as is the case with black powder dust, which was a huge problem in the early days of gunpowder, which means the proportions of the various ingredients are safely maintained. Granulated powder is also less hygroscopic than dust powder and doesn't absorb moisture as much. Since granulated powder grains are larger, there is less danger in carrying the powder, since there is no dust to fall through gaps in the sacks or barrels. The inflammability of the powder is increased as well, since the powder grains are all within a certain size range and the flame can penetrate more quickly between them.
- Pulverizing the ingredients separately for safety.
- Wetting the ingredients and mixing them together with some additional pulverizing to ensure that the particle sizes are consistent.
- Pressing the mixed ingredients to form cakes of uniform density.
The next step in the process is to break up the pressed cakes into black powder grains of consistent sizes for different firearm types. This process is called granulation and we will study that in today's post.
In the earliest days of firearms, black powder was made of particles of different sizes ranging from dust particles to larger lumps. This made the power of the black powder vary a lot from shot to shot, because of the inconsistency in the grain sizes. Later, grain powder began to replace dust powder. We see the first mention of granulating around 1445, where a manuscript on artillery recommends that lumps of powder are crushed into clods, which propel further than ungranulated powder. We see mention of granulated rifle powder in a work by the Italian mathematician and engineer Nicolo Tartaglia, who wrote a book on ballistics in 1546. We also see a mention of granulated rifle powder in Biringuccio's Pyrotechnia, written in the 1540s.
The earliest methods of granulation involved breaking the powder into smaller lumps using wooden mallets and then putting the lumps onto sieves and then crushing the pieces through the sieve by using a small roller. Later on, the roller was replaced by wooden disks and the sieve was moved under them by hand. By the early 1600s, three or four sieves were put side by side on a wooden frame and the frame was suspended from the ceiling by cords, so as to easily give the frame a shaking motion. The roughly broken cake was put on to the sieves along with lens shaped discs made of a hard wood. By shaking the wooden frame with the cords, the disks would move on top of the powder cakes and force them through the sieves, breaking them up into grains, which would fall into a box placed below the sieve. These grains would then be sorted into different sizes by passing them through other sieves made of brass wire. In some factories, they would place the sieves directly below the granulating sieve, so that the granulating and sorting could be done at the same time.
Another process that was used came from the same technology used in flour-mills. The frame was shaken by a water wheel and grains falling on it would land on an inclined sieve with meshes of a given size. Any grains that were too large would roll over the sieve and be shaken into a box below, while the smaller grains would fall through the meshes of the sieve into a second sieve below of smaller mesh size and so on.
Around 1819, Sir William Congreve invented a granulating machine using rollers, which became common in England.

Congreve Granulating Machine. Click on the image to enlarge. Public domain image.
It consists of three or four horizontal pairs of gun-metal rollers on a brass or cast-iron frame. The vertical distance between each pair of rollers is about 2.5 feet. The rollers have teeth on them of different widths. For instance, for fine grained powders, the highest pair of rollers have teeth about 0.5 inches apart, the next pair has 0.25 inch teeth and the two bottom pairs of rollers have no teeth at all. Like the breaking-down machine we studied in our last post, each roller is mounted on sliding counter-weighted bearings so that they will slide apart if a particularly large lump goes through them. The rollers rotate at about 25 revolutions per minute. The machine is fed with the pressed cakes that we studied in our last post, which are placed into a hopper and transported to the machine via a moving endless belt. Short screens covered with copper wire gauze (10-mesh for powder meant for small arms), are placed under each pair of rollers except the bottom pair, so that powder that is too large to pass through the gauze will pass from one pair of rollers to the next. Beneath the short screens are placed two long screens in an inclined position. The upper screen is of 10-mesh and the lower one is of 20-mesh. The machine transmits a shaking motion between 130-150 strokes per minute to all screens while it is working, to assist in the sifting and flow of powder. The grain that falls through the short screens will also fall through the 10-mesh long screen. However, not all of it will fall through the 20-mesh long screen. The grain that is retained on the 20-mesh screen is packaged as Rifle Fine Grain (R.F.G) powder. These grains slide off the 20-mesh screen due to the vibrations imparted to it and fall into boxes, which are made to move forward as each one is filled. The grains that are too large to pass through the short screens fall into separate boxes and are transferred back to the hopper to be passed through the rollers again. The fine powder that falls through the 20-mesh sieve falls into another box below it and is collected and sent back to the incorporating mill to be remixed and pressed again into cakes.
For larger grain sizes, such as Rifled Large Grain (R.L.G) powder, three pairs of rollers were usually used, the two upper pairs with larger teeth and the bottom pair smooth.
A single granulating machine such as the one above, could easily process between 3 to 4 tons of powder per day and transform about 70 to 80% of the quantity treated as serviceable powder.
By granulating the black powder, some of the early disadvantages that were found in black powder are minimized. For one, granulated powder does not separate its ingredients easily during transport, as is the case with black powder dust, which was a huge problem in the early days of gunpowder, which means the proportions of the various ingredients are safely maintained. Granulated powder is also less hygroscopic than dust powder and doesn't absorb moisture as much. Since granulated powder grains are larger, there is less danger in carrying the powder, since there is no dust to fall through gaps in the sacks or barrels. The inflammability of the powder is increased as well, since the powder grains are all within a certain size range and the flame can penetrate more quickly between them.
Saturday, August 6, 2016
Black Powder XI - Pressing
In our last post, we saw how the ingredients of black powder were ground down and mixed together. The next step of the process is to press the mixture down into cakes. We will study the pressing process in today's post. This is how the process was done in the nineteenth century.
The purpose of the pressing process is to make cakes of uniform density. This way, when the cakes are broken down into grains later, this ensures that the grains are of uniform density as well, which means that the rate of combustion will also be uniform between different batches of gunpowder. This is very important for accuracy because the gunpowder should fire with the same power, even if the powder is taken from different barrels.
After the ingredients of the powder are mixed together, it must be broken down to a meal powder before it is put into a press. This breaking down process was done in two ways: really large pieces were hit with wooden mallets to break them into smaller pieces and then the pieces were put into a "breaking-down" machine.

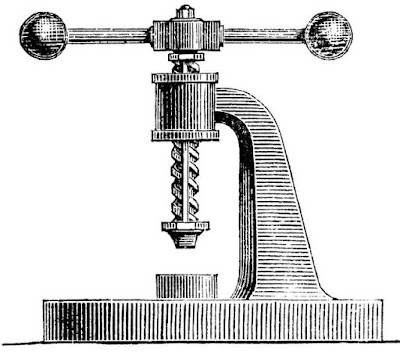




The purpose of the pressing process is to make cakes of uniform density. This way, when the cakes are broken down into grains later, this ensures that the grains are of uniform density as well, which means that the rate of combustion will also be uniform between different batches of gunpowder. This is very important for accuracy because the gunpowder should fire with the same power, even if the powder is taken from different barrels.
After the ingredients of the powder are mixed together, it must be broken down to a meal powder before it is put into a press. This breaking down process was done in two ways: really large pieces were hit with wooden mallets to break them into smaller pieces and then the pieces were put into a "breaking-down" machine.

A typical "breaking-down" machine. Click on the image to enlarge. Public domain image.
The above image shows a "breaking-down" machine made by Hick, Hargreaves & Co., which was used by the Royal Gunpowder Factory at Waltham Abbey, England. The machine has two pairs of rollers (A and B) made of gun-metal. The upper pair of rollers are grooved and placed directly above the lower pair, which are smooth. The rollers revolve towards each other. The rollers are placed on sliding bearings connected by counter-weights (C). These exert a pressure of about 56 lbs. between the rollers. If any hard substance should get in between the rollers, they slide apart once the pressure exceeds 56 lbs. The rollers are fed from a hopper (D) by means of an endless canvas band with cross strips of leather sewn onto it at intervals of 4 inches. The endless band revolves around two tightening rollers (E), one of which is at the bottom of the hopper D and the other is at the top of the rollers B. The tension of this band can be adjusted by the screw F. The band transports the cake from the hopper to a point where it falls onto the first part of rollers and is broken down. The broken cake then falls onto a second pair of rollers, where it is crushed into a fine flour (meal powder) and then falls into wooden boxes underneath, from which it is transferred into a magazine ready for pressing. Any pieces that are too large to pass through the rollers fall down an incline G and slide into the box H at the bottom, where they can be collected and manually broken down with mallets and fed back into the machine.
The next step is to press the powder into cakes of uniform density, using a pressing machine. There were three kinds of presses used: screw-presses, roller-presses and hydraulic presses.
Screw presses are simply where one plate is fixed and the other is attached to a screw. The screw is turned and the plates move closer to each other and press anything in between them.

A screw press. Click on the image to enlarge. Public domain image.
Screw presses were invented by the Romans around the first century A.D. and were used in olive oil and wine production. Incidentally, Gutenberg also used a screw press when printing his Bible in the 15th century. While they were used in gunpowder production in the early days, they went out of use by the nineteenth century, because they could not handle large quantities of powder.
Roller presses were first introduced in France. Originally, they consisted of only two rollers, but later a third one was added. The basic concept can be understood with a simple diagram.
One roller is fixed about its axis and the other one is movable and can be adjusted to apply a given pressure. The material is placed between the rollers where it is compressed to a given density.

A Krupp roller press. Click on the image to enlarge. Public domain image.
The above image is a roller press made by F. Krupp, Grusonwerk of Buckau. It has three rollers carried in cast-iron side frames. The lower roller (C) is made of cast-iron and drives the middle roller (B) which rests on it. B is made of paper, while the top roller (A) is made of chilled cast-iron and rests on B. Roller A is the pressure-roller. An endless band (D) carried by the three rolls passes under the hopper E. The rollers A and B can move vertically in the side frames. The pressure applied by roller A can be adjusted by a weighted lever placed under the floor and acting on the shaft carrying A. The weights can be adjusted to apply any pressure up to 5 tons. As the band passes through the hopper, it carries a stream of powder through the rollers and carries it out to the far side in the form of cake. As the cake comes out of the rollers, its edges are trimmed by adjustable knives F. A worker ensures that the hopper is filled with moistened powder. The cake coming out of the rolls breaks off under its own weight and falls into a box placed below. The materials that are trimmed by the knives F are broken down with wooden mallets and returned back to the hopper.
The most common presses used in the nineteenth century were hydraulic presses, mainly because these could be built to handle large volumes of powder.

A Hydraulic Press. Click on the image to enlarge. Public domain image.
The above image shows a press for the production of powder cake. A box (K) made of oak was used for pressing the powder. Three sides of the box were hung on strong brass hinges and would be turned down for filling, and then secured by suitable fastenings to form a strong box for pressing. To charge it, the box was removed from te press and brass or copper plates put in, held in place at the proper distance apart by brass distance-strips. The box was placed on its side so that the plates were vertical and about 800 lbs. of powder was rammed in between them with wooden rods. The distance-strips were then removed and the side (i.e. the top in the charging position) was firmly secured. It was then transferred back to the press table and aligned to the wooden pressing block. A scale painted on the wooden block served for measuring how much pressure was being applied by noting how far the block entered the pressing-box. This method of measuring the pressure was found to be more useful than reading a pressure gauge on the hydraulic cylinder because the resistance of the meal powder to compression depends on the amount of moisture it contains and the humidity of the air in the room. By using the scale, these variables could be properly adjusted by using different amounts of compression depending upon the time of year and the relative humidity of the atmosphere.
However, presses of this kind went out of fashion later in the nineteenth century, because they were too dangerous. The cake often stuck firmly to the sides of box after pressing, and it was necessary to loosen it by hitting it with heavy mallets. The brass bound box was also heavy and difficult to manipulate and a better design was found to make cakes without using a box. The construction of an improved hydraulic press is shown below.

An improved hydraulic press. Click on the image to enlarge. Public domain image.
The head and bed plate of this press are made of cast-iron or steel. A truck running on rails receives the layers of powder and plates. In charging the press, first a plate is put on the carriage, then a wooden frame is placed on top and powder put into the frame and the top smoothed off using a flat lath and then a second plate is put on top. The frame is then lifted higher up and more powder is piled on and then another plate is put on top and so on, until a column consisting of layers of powder and pressing-plates is built up. The carriage is then run on the rails under the table of the press and the pressure is applied. At one time, the plates were made of brass, but these were later replaced by ebonite plates because ebonite plates do not bend out of shape as easily as brass, retain a flat surface better and also have sufficient elasticity to transmit the pressure evenly through the powder, even if the plates are not horizontal.
An arrangement of valves and levers ensure that the press's accumulator is stopped when the maximum desired pressure is reached.
A pressure between 375 to 450 pounds per square inch is applied, according to the fineness of the powder, the amount of moisture it contains, the humidity of the atmosphere etc. The compression process lasts about 30 to 40 minutes. The work is done slowly and the pressure is eased off and re-applied several times, in order to get greater density without applying excessive pressures. As it happens, the edges of the cake are always less compressed than the middle, because the powder layer can fall away around the edges. Therefore, the sides of the cakes were cut off at about 1inch thickness on each edge and the center sections were used for further processing.
One problem about using ebonite plates in between is that they become easily electrified. In fact, the layers of ebonite and powder form an electric pile. Therefore, the presses were provided with an earth connection to prevent accumulation of static electricity.
As soon as the pressing was finished, the water is let out and the ram is released, at which point the carriage is run out on to the rails, and then column of cakes is taken apart as the plates easily separate from each other.
Using this process made it possible to produce multiple batches of cakes, all at the same uniform density. The ideal average density for cakes produced by this process was somewhere between 1.7 and 1.8. The pressed cakes were then taken to the next stage of the process, granulation, which we will study in our next post.
Subscribe to:
Comments (Atom)









